Secuencia de plegado convencional
1. El lado corto primero y el lado largo primero: en términos generales, cuando los cuatro lados están doblados, doblar primero el lado corto y luego el lado largo es beneficioso para el procesamiento de la pieza de trabajo y el ensamblaje del molde de doblado.
2. Primero periférico y luego medio: en circunstancias normales, generalmente comienza desde la periferia de la pieza de trabajo y se pliega hacia el centro de la pieza de trabajo.
3. Primero parcial, luego total: si hay algunas estructuras dentro o fuera de la pieza de trabajo que son diferentes de otras estructuras de doblado, generalmente estas estructuras se doblan primero y luego otras partes.
4. Considere la situación de interferencia y organice la secuencia de flexión razonablemente: la secuencia de flexión no es estática y la secuencia de procesamiento debe ajustarse adecuadamente de acuerdo con la forma de flexión o los obstáculos en la pieza de trabajo.

Especificación de uso diario del molde de la máquina dobladora
1. Encienda la máquina dobladora de freno de prensa, gire el interruptor de llave, presione la bomba de aceite para comenzar, la bomba de aceite de la máquina dobladora comienza a girar y la máquina aún no ha comenzado a funcionar.
2. El ajuste de la carrera requiere una prueba de funcionamiento cuando se inicia oficialmente el molde de la máquina dobladora. Cuando el troquel superior de la máquina dobladora desciende hasta el fondo, debe haber un espacio de espesor de placa. De lo contrario, dañará el molde y la máquina. El ajuste de carrera también tiene ajuste rápido eléctrico y ajuste fino manual.
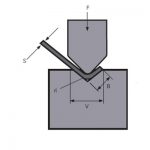
3. Para la selección de la muesca del molde de la máquina dobladora, generalmente se selecciona una muesca de 8 veces el ancho del espesor de la placa. Si dobla una hoja de 4 mm, debe elegir una ranura de aproximadamente 32.

4. Verificar la superposición y firmeza de los moldes superior e inferior de la dobladora; comprobar si los dispositivos de posicionamiento cumplen los requisitos de ser procesados. Verifique con frecuencia la superposición de los moldes superior e inferior; si las instrucciones del manómetro cumplen con las normas.
5. Cuando la hoja está doblada, debe compactarse para evitar que la hoja se levante y lastime al operador durante el doblado.
6. La fuente de alimentación debe cortarse al ajustar el troquel de chapa y la operación debe detenerse.
7. Al cambiar la apertura del troquel inferior de la máquina dobladora variable, no se permite que ningún material entre en contacto con el troquel inferior.
8. Está prohibido utilizar troqueles de máquina dobladora para doblar placas de hierro o placas de acero endurecido demasiado gruesas, aceros aleados de alto grado, aceros cuadrados y láminas que excedan el rendimiento de la máquina dobladora de chapa para evitar daños a la máquina herramienta. .
9. Apague la máquina dobladora y coloque bloques de madera en los moldes inferiores debajo de los cilindros en ambos lados para bajar la placa deslizante superior sobre los bloques de madera. Primero salga del programa del sistema de control, luego corte la fuente de alimentación.

Productos relacionados
 Reglas de operación segura de la máquina de prensa de energía hidráulica
Reglas de operación segura de la máquina de prensa de energía hidráulica- Cómo elegir el troquel adecuado de la máquina dobladora de frenos de prensa
- Utilice las habilidades de la máquina dobladora CNC
- Solución eficiente de WILA para doblar placas medianas y gruesas
- Cómo elegir el tonelaje de la máquina plegadora hidráulica
- Fallas comunes y método de solución de problemas para prensa hidráulica de cuatro columnas
- Reparación de Fallas Comunes de Cizalla Hidráulica y Mantenimiento del Sistema del Circuito de Aceite
- ¿Por qué agregar un sistema de compensación a una máquina plegadora con plegadora?
- ¿Qué es la coronación de la prensa plegadora?
- Cómo calcular el margen de plegado para su plegadora