El punzón/troquel de la prensa plegadora se divide en moldes superior e inferior, que se utilizan para estampar láminas de metal, formar y separar moldes. El molde para formar tiene una cavidad y el molde para separar tiene un filo. El punzón/matriz de la máquina plegadora tiene una gran influencia en la precisión de la pieza de trabajo. En el proceso de doblado, el molde es todo lo que hace contacto con la pieza de trabajo.
Los troqueles de prensa plegadora de la máquina dobladora/prensa plegadora tienen forma de L, forma de R, forma de U, forma de Z, etc. El troquel superior es principalmente de 90 grados, 88 grados, 45 grados, 30 grados, 20 grados, 15 grados, etc. ángulo. El molde inferior tiene una ranura doble de 4~18V y una ranura simple con diferentes anchos de ranura, así como un molde inferior R, un molde inferior de ángulo agudo, un molde aplanador, etc.

Precisión ultra alta
Es muy importante que la precisión del molde afecte en gran medida la precisión de la pieza de trabajo durante el proceso de doblado. El desgaste del molde debe comprobarse antes de su uso. El método de inspección consiste en medir la longitud desde el extremo frontal del molde superior hasta el hombro y la longitud entre los hombros del molde inferior. Para moldes convencionales, la desviación por metro debe ser de aproximadamente ±0,0083 mm y la desviación de longitud total no debe ser superior a ±0,127 mm. En cuanto al molde de molienda de precisión, la precisión por metro debe ser de ±0,0033 mm y la precisión total no debe ser superior a ±0,0508 mm. En general, se recomienda utilizar moldes de esmerilado fino para curvadoras electrohidráulicas o curvadoras de ejes de torsión, y moldes convencionales para curvadoras manuales.
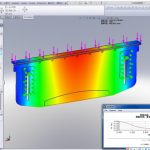
La sección de herramientas de la máquina plegadora CNC se muestra a continuación:

Instalación fija automática
El troquel superior se instala cuando el control deslizante se eleva hasta el punto muerto superior y el sistema de sujeción del molde puede mantener múltiples moldes en su lugar hasta que se aplica la presión de sujeción.
Sistema de sujeción hidráulica
El sistema de sujeción hidráulica es el método de sujeción más eficaz. Tanto las máquinas nuevas como las viejas pueden usar este sistema de sujeción, lo que ahorra tiempo y dinero. Si la superficie de carga de la vieja máquina dobladora está dañada, el sistema de sujeción hidráulica será la mejor opción para remediar el daño, al tiempo que mejora la eficiencia de la sujeción y la instalación.

Apriete automáticamente en su lugar
Cuando se aplica presión de sujeción, el troquel superior se levanta y se aprieta automáticamente en su lugar. Esto elimina la necesidad de presionar el molde superior contra el fondo del molde durante el proceso de doblado.
La elección del punzón/matriz
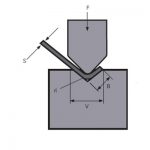
Primero, determine el espesor de la lámina a doblar. Por ejemplo, desea doblar placas de 0,75 mm a 6,30 mm de espesor. Luego, multiplique el grosor de la hoja más delgada por 8 para estimar el tamaño mínimo requerido de matriz en V. En este ejemplo, una placa de 0,75 mm es el molde mínimo necesario, por lo que 0,75×8=6. Tercero, multiplique el espesor de la hoja más gruesa por 8 para estimar el tamaño máximo requerido del dado en forma de V.
principio de 8 veces
Es decir, la abertura del molde en forma de V debe ser 8 veces el espesor de la lámina. Multiplique el grosor de la hoja por 8 para seleccionar el molde más cercano. Por ejemplo, una placa de 1,5 mm de espesor requiere un molde de 12 mm (1,5 × 8 = 12 mm). Si es una placa de 3,0 mm, se requiere un molde de 24,0 mm. (3,0 × 8 = 24,0). Esta relación puede proporcionar la mejor opción de ángulo, por lo que muchas personas la llaman la "mejor opción". La mayoría de los gráficos de flexión publicados también se centran en esta fórmula.
Reglas de selección de modelo
La regla de selección para doblar piezas de trabajo en forma de L es que no hay reglas, se puede usar casi cualquier troquel superior. Por lo tanto, al elegir moldes superiores para un grupo de piezas de trabajo, las piezas de trabajo en forma de L se pueden considerar en último lugar, ya que casi cualquier molde superior puede doblarlas. Al doblar estas piezas de trabajo en forma de L, se recomienda utilizar moldes superiores que también puedan doblar otras piezas de trabajo. A la hora de comprar moldes, cuanto menos mejor. Esto no es solo para minimizar los costos del molde, sino también para reducir el número de formas de molde requeridas y para reducir el tiempo de instalación.


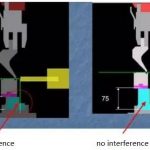
Cuando la sección superior de la pieza de trabajo es más larga que la sección inferior, se requiere un troquel de cuello de cisne. Cuando la sección superior de la pieza de trabajo es más corta que la sección inferior, cualquier troquel superior está bien. Cuando la sección superior y la sección inferior de la pieza de trabajo tienen la misma longitud, se requiere un troquel superior de ángulo agudo. En resumen, la regla de selección del troquel superior depende principalmente de la interferencia de la pieza de trabajo, que es donde el software de simulación de plegado puede desempeñar un papel importante. Si el sistema usado no puede simular la situación de flexión, puede usar el dibujo con el fondo de la cuadrícula para verificar manualmente la interferencia de la pieza de trabajo del molde superior, como se muestra en la figura a continuación.


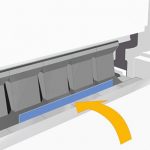
Sin molde de sangría
Casi todos los moldes típicos de máquinas dobladoras en forma de V dejarán algunas marcas en la pieza de trabajo, esto se debe a que el metal se presiona en el molde durante el doblado. En la mayoría de los casos, las marcas son pequeñas o aceptables. Aumentar el radio puede reducir las marcas. Pero a veces, incluso las marcas más pequeñas son inaceptables, como las placas pintadas o pulidas antes de doblarse. Se pueden usar insertos de nailon para eliminar las muescas, como se muestra en la figura a continuación. El doblado sin muescas es especialmente importante para las piezas aeroespaciales o de aeronaves fabricadas porque es difícil para los inspectores inspeccionar una pieza a simple vista y distinguir arañazos y grietas.

Productos relacionados
 Cómo elegir el tonelaje de la máquina plegadora hidráulica
Cómo elegir el tonelaje de la máquina plegadora hidráulica- Solución eficiente de WILA para doblar placas medianas y gruesas
- Utilice las habilidades de la máquina dobladora CNC
- Secuencia de doblado convencional y especificación de uso diario del molde de la máquina dobladora
- Cálculo de la fuerza de flexión durante la flexión libre de la máquina dobladora de chapa
- ¿De qué están hechos los troqueles de plegadora? ¿Qué es el herramental de plegadora?
- ¿Cuántos tipos de plegadoras hidráulicas?
- ¿Por qué agregar un sistema de compensación a una máquina plegadora con plegadora?
- ¿Qué es la coronación de la prensa plegadora?
- Cómo calcular el margen de plegado para su plegadora