La máquina plegadora plegadora realiza principalmente el doblado en línea recta de la placa. Mediante el uso de moldes simples y equipos de procesamiento, la hoja de metal se puede presionar en una cierta forma geométrica, y también se puede procesar estirando, perforando, perforando y prensando la ondulación. En la producción real, la máquina plegadora CNC se utiliza principalmente para realizar el doblado de varias formas geométricas de cajas de metal, carcasas de cajas, vigas en forma de U y rectángulos. Su procesamiento tiene las ventajas de una alta rectitud de flexión, sin marcas de dientes, sin descamación, sin arrugas, etc.
Con el desarrollo continuo de la tecnología de fabricación de máquinas plegadoras CNC, sus ventajas, como la alta precisión de posicionamiento, la comodidad, la compensación de perturbaciones de actividad cero y la buena consistencia de los productos procesados, se han vuelto cada vez más favorecidas por la mayoría de las empresas de fabricación de chapa. Sin embargo, con deseos limitados, cómo hacer un mejor uso de la máquina plegadora y aprovechar al máximo sus funciones y ventajas se ha convertido en un problema al que los fabricantes que utilizan la máquina plegadora CNC prestan atención y necesitan resolver urgentemente. En el proceso de fabricación y uso a largo plazo, Zhongrui ha ampliado efectivamente las funciones de la máquina dobladora y ha acumulado experiencia mediante la adición de herramientas auxiliares, la transformación de moldes existentes y el uso flexible del sitio. Este artículo toma como ejemplo la máquina plegadora CNC DA66T de Zhongrui y presenta las habilidades en uso en detalle.
Agregar herramientas auxiliares
Si desea que la máquina herramienta plegadora sea flexible y fácil de usar, es esencial agregar herramientas auxiliares. El aumento de las herramientas auxiliares no solo puede expandir el rango de procesamiento de la máquina herramienta dobladora CNC, sino también mejorar la eficiencia del procesamiento.
1) Placa de transición (placa intermedia asistida para molde rápido)
La altura de apertura de la máquina dobladora se refiere a la distancia entre las mesas de trabajo superior e inferior. Debido a que la máquina plegadora CNC DA66T tiene una altura de apertura mayor, considere usar una apertura grande para expandir el rango de procesamiento. Como se muestra en la Figura 1, agregar otra placa de transición a la placa de transición original puede aumentar la altura de flexión lateral de la pieza (hasta 85 mm), de modo que se puede realizar un procesamiento profundo con bordes de flexión lateral más altos. La tabla de transición hecha a sí misma puede personalizar el ancho de la tabla de transición de acuerdo con sus propias partes comunes, y es más adecuada para procesar partes de ancho pequeño con bordes de flexión más altos en ambos lados.

2) Esquina del panel frontal
Como se muestra en la Figura 2, la parte delantera de la máquina está equipada con una esquina, en la que se pueden colocar piezas pequeñas y reducir el tiempo de toma de piezas. Al mismo tiempo, se instala una pequeña mesa de trabajo para facilitar el procesamiento y la recolección de piezas de trabajo diminutas.

Aproveche al máximo el molde.
El uso de la máquina plegadora plegadora CNC se basa principalmente en los moldes superior e inferior. Si el número de moldes es pequeño y la aplicación no es flexible, el rango de procesamiento de la máquina herramienta se verá muy restringido. Por lo tanto, bajo condiciones fijas, cómo maximizar la función del molde existente a través de una combinación optimizada y una transformación parcial es un problema en el que todos los usuarios de máquinas herramienta deben pensar. La siguiente es la función de expansión que utilizamos al cambiar el molde de la introducción de la máquina dobladora CNC.
1) Punta de rectificado de matriz superior R
Cuando el troquel superior se usa durante mucho tiempo, el desgaste de la punta cambiará de manera irregular. La altura del molde cambia y no se puede garantizar la precisión del doblado. Esmerilando, corrigiendo la punta R y haciendo coincidir con una ranura en forma de V más grande, se pueden plegar placas gruesas. Esto prolonga la vida útil del molde.
2) Cambiar los moldes de chatarra para lograr la nivelación
En ausencia de una matriz de doblado compuesta, resolver el problema de formación de cómo presionar el borde muerto es un ejemplo. El borde muerto es una forma doblada en la que dos capas se superponen entre sí y generalmente se usa como refuerzo. Generalmente, el tablero de más de 2 mm casi no tiene bordes muertos de prensa. Presione el borde muerto debe formarse mediante un troquel de flexión compuesto, y debe dividirse en más de dos procesos para formarse.
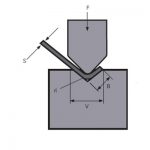
El método comúnmente usado es usar un dado de doblado compuesto, como se muestra en la Figura 3. En el primer paso, el material se dobla a 30°, y en el segundo paso, el ángulo de doblado de 30° se coloca en el extremo frontal del molde compuesto, y el material se pliega en un borde muerto. Pero no tenemos una matriz de flexión compuesta, solo una matriz de flexión de ángulo agudo de 30°. Complete el primer paso del troquel de flexión compuesto con el molde existente, y el segundo paso solo puede encontrar otro método. En el segundo paso, los moldes superior e inferior son ambos planos. Después del análisis, la parte media del molde inferior de doble ranura en V existente se puede utilizar como parte plana, y el molde superior busca un plano. Saque el molde superior desechado existente y muela el borde de la cuchilla en un estilo plano, resolviendo así el problema de formación del borde muerto de la prensa.

Con este juego de moldes modificados también se puede aplanar. En el procesamiento real, los operadores de máquinas herramienta a veces cometen errores, como doblar bordes o doblar dimensiones que no son iguales. En el caso de que los requisitos de superficie de la pieza no sean altos, es una lástima desechar la pieza, solo para aplanar el borde de flexión. El golpe de gracia es muy laborioso, pero se puede nivelar fácilmente usando la combinación de moldes anterior. Las piezas se pueden presionar fácilmente a mano en los moldes superior e inferior, y luego la máquina dobladora CNC aplana las piezas.
Habilidades durante la operación.
1) Colocación de troqueles de doblado y materiales de procesamiento
Al organizar el plan, se deben considerar los siguientes factores:
una. Organice los materiales del mismo grosor juntos;
B. Colocar juntos los moldes del mismo modelo;
C. Los moldes de forma similar se disponen juntos.
Esto puede reducir el tiempo y la frecuencia de reemplazo del molde.
2) Posicionamiento en ángulo recto de piezas estrechas y pequeñas
Cuando la parte doblada es estrecha y larga, no es fácil de ubicar. Durante el procesamiento, a menudo sucede que el posicionamiento posterior a la decisión y la parte doblada son fáciles de inclinar. Por lo tanto, usando el método usado en la Figura 4, el molde se pega al molde inferior para asegurar un ángulo recto. Cuando se dobla así, la pieza no es fácil de inclinar.

3) Doblado de piezas triangulares
Cuando las partes dobladas están dobladas, las partes en ángulo agudo no son fáciles de estar cerca de la regla trasera. En general, cuando la dimensión más pequeña L ≤10 mm gobierna inmediatamente hacia atrás, se debe considerar el dispositivo de posicionamiento. En el trabajo real, el diseño y el proceso son fáciles de descuidar y tales problemas ocurren a menudo. Al procesar, de acuerdo con el tamaño de la pieza, se determina que una pieza única se alinea con la matriz de doblado y la pieza doble se alinea con el respaldo.
4) Agregar placa delgada R
Debido a las diferentes necesidades de los clientes, el valor R requerido en el borde de flexión también es diferente. En el proceso de procesamiento, para piezas que no requieren una alta precisión dimensional, use una placa de respaldo para aumentar el valor R de modo que se pueda obtener el valor R requerido después del doblado. De acuerdo con los requisitos de diseño, R se refiere a la relación entre V y R interno para seleccionar el grosor de la placa y doblarla en la forma que se muestra en la Figura 5. Cuando esté en uso, use una abrazadera para sujetar el molde superior. Este método es fácil de usar y se puede utilizar en varias capas.

5) Configuraciones de una sola pieza y múltiples moldes
Zhongrui usó la máquina dobladora CNC DA66T con 2 cilindros hidráulicos como demostración. Probé la configuración de múltiples moldes que se muestra en la Figura 6, es decir, los moldes superior e inferior del mismo modelo se instalan en secciones al mismo tiempo, lo que puede completar el procesamiento de varias curvas de toda la pieza, lo que reduce el tiempo de instalación del molde. y manipulación repetida de piezas. En la actualidad, ha aparecido en el mercado el troquel superior de doblado de igual altura. La altura del molde superior es toda uniforme, y también se pueden utilizar moldes de diferentes formas en la misma mesa. De esta forma, es posible realizar el doblado segmentado de diferentes moldes.

6) Registros del programa de piezas típicas
Después de procesar las piezas típicas, los parámetros de procesamiento deben registrarse a tiempo y el programa debe almacenarse en el área de almacenamiento de la máquina dobladora con el número de dibujo de la pieza, para que pueda reutilizarse en el futuro, reduciendo en gran medida una serie de preparaciones antes de doblar. También puede crear una tabla que contenga la configuración específica del nombre de la pieza, el número de dibujo, los gráficos, el material y los parámetros de plegado. La mesa se divide en placas de acero, placas de aluminio y placas de acero inoxidable. Cada tipo se distingue por el grosor del material. Se reducirá el tiempo que se tarda en encontrar piezas típicas. Si se combina con la tarjeta de proceso, esta es una instrucción de procesamiento muy completa. Incluso los nuevos empleados con poca experiencia pueden seguir las indicaciones para procesar piezas.
7) La longitud del molde no es suficiente para doblar en secciones
En el procesamiento in situ, a menudo sucede que la longitud del molde es más pequeña que el borde de flexión. Debido a que muchos moldes especiales se determinan de acuerdo con el uso de productos fijos, el método de doblado segmentado se usa cuando la longitud del molde es menor que el borde de doblado. Cuando la longitud del molde esté cerca del borde doblado, rasgue el borde perpendicular al borde doblado y luego doble el borde doblado al tamaño requerido en secciones. La figura 7a es la mitad izquierda de la parte doblada y la figura 7b es la mitad derecha de la parte doblada.

8) Usando el perno en el tope trasero para colocar
Cuando el tamaño de la pieza doblada es grande y se utiliza un tope trasero para posicionar, las piezas a menudo se hunden debido a su propio peso, la pieza manual es corta y el operador no es fácil de sujetar la pieza de trabajo. Para garantizar el nivel de las piezas, se debe disponer un operador en la regla trasera para mantener las piezas en un estado nivelado con la mano. Por lo tanto, al procesar dichas piezas, se deben organizar 2 operadores. En el trabajo, se encuentra que el tope trasero se puede bajar a un cierto tamaño, y los pernos en el tope trasero se usan para posicionar, y las partes se colocan horizontalmente en el tope trasero. Esto no solo reduce el número de operadores, sino que también garantiza efectivamente la precisión del mecanizado.
9) Doblado profundo de forma cerrada
En el procesamiento real, el procesamiento de doblado de forma cerrada profunda se puede utilizar de manera flexible. En ausencia de una matriz de doblado profundo de tipo cerrado, cuando se doblan las piezas como se muestra en la figura 7, se adopta el estado de sujeción que se muestra en la figura 8. Separe la tabla de transición, la distancia es ligeramente mayor que el ancho de la pieza, y el tamaño se asigna razonablemente, y se pueden doblar dos piezas a la vez.

Los métodos y técnicas de procesamiento presentados anteriormente pueden resolver los problemas de procesamiento de una gran cantidad de partes similares en los productos y son muy adecuados para el desarrollo de productos con múltiples variedades, lotes pequeños y ciclos de producción cortos. A través de estos métodos, no solo se pueden ahorrar los costos de herramientas, sino que también se puede acortar el ciclo de producción y procesamiento, se reducen los costos de producción y se mejora la calidad del producto. Estos métodos de procesamiento y habilidades de uso también se pueden aplicar y promover en máquinas dobladoras de freno CNC con estructuras similares.
Productos relacionados
 Cómo elegir el tonelaje de la máquina plegadora hidráulica
Cómo elegir el tonelaje de la máquina plegadora hidráulica- Solución eficiente de WILA para doblar placas medianas y gruesas
- Cómo elegir el troquel adecuado de la máquina dobladora de frenos de prensa
- Secuencia de doblado convencional y especificación de uso diario del molde de la máquina dobladora
- ¿Por qué agregar un sistema de compensación a una máquina plegadora con plegadora?
- El principio de funcionamiento y la composición de la máquina plegadora plegadora CNC
- Molde de máquina dobladora de freno de prensa de China
- Cómo calcular el margen de plegado para su plegadora
- ¿Qué es la coronación de la prensa plegadora?
- 2021 Guía definitiva de máquinas de frenos de metal