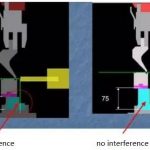
La máquina dobladora CNC es un equipo importante en el procesamiento de láminas de metal y su precisión de trabajo afecta directamente la precisión de doblado de la pieza de trabajo. En el proceso de doblado de la pieza de trabajo, la prensa plegadora está sujeta a la mayor fuerza en ambos extremos del deslizador, y la fuerza de reacción durante el doblado de la placa provoca una deformación cóncava en la superficie inferior del deslizador. La deformación de la parte media del control deslizante es la más grande, y el ángulo de flexión final de la pieza de trabajo El tamaño varía en toda la longitud.
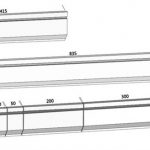
Banco de trabajo-carga completa-deformación


Para eliminar los efectos adversos causados por la deformación de la corredera, es necesario compensar la deformación por desviación de la corredera. Los métodos de compensación habituales incluyen la compensación hidráulica y la compensación mecánica, que hacen que el centro de la mesa de trabajo produzca una deformación elástica hacia arriba para compensar. La deformación de la corredera de la máquina herramienta garantiza la precisión de la superficie de la junta de mecanizado y mejora la precisión de la pieza de trabajo.


Gráfico de análisis del factor de seguridad del molde

Dos métodos de compensación
1. Compensación hidráulica
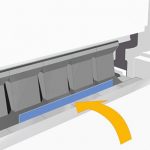
El mecanismo hidráulico automático de compensación de deflexión del banco de trabajo está compuesto por un grupo de cilindros de aceite instalados en el banco de trabajo inferior. La posición y el tamaño de cada cilindro de compensación están diseñados de acuerdo con la curva de compensación de deflexión del control deslizante y el análisis de elementos finitos del banco de trabajo. La compensación hidráulica es la compensación de abultamiento de la versión neutra que se realiza a través del desplazamiento relativo entre las tres placas verticales delantera, central y trasera. El principio es realizar la protuberancia a través de la deformación elástica de la propia placa de acero, por lo que la cantidad de compensación se puede ajustar dentro del rango elástico de la mesa de trabajo.

2. Compensación mecánica
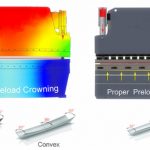
La compensación mecánica se compone de un conjunto de cuñas oblicuas que sobresalen con superficies inclinadas, y cada cuña que sobresale está diseñada de acuerdo con la curva de deflexión del deslizador y la mesa de trabajo basada en el análisis de elementos finitos. El sistema de control numérico calcula la cantidad de compensación requerida de acuerdo con la fuerza de carga cuando la pieza de trabajo está doblada (esta fuerza causará la desviación y deformación del deslizador y la placa vertical de la mesa de trabajo), y controla automáticamente el movimiento relativo de las cuñas convexas para efectivamente compensar la deformación de desviación producida por el bloque deslizante y la placa vertical de la mesa de trabajo puede obtener la pieza de trabajo de flexión ideal. La compensación mecánica de la deflexión se realiza controlando la posición para lograr un "golpe previo". Un conjunto de cuñas forma una línea en la dirección longitudinal de la mesa de trabajo. La curva con la misma deflexión hace que el espacio entre los moldes superior e inferior sea consistente durante el doblado, asegurando el mismo ángulo de la pieza de trabajo doblada en la dirección de la longitud.


Productos relacionados
 Fallas Mecánicas Comunes y Mantenimiento de Máquinas Dobladoras de Prensa Plegadora
Fallas Mecánicas Comunes y Mantenimiento de Máquinas Dobladoras de Prensa Plegadora- Molde de máquina dobladora de freno de prensa de China
- 4 pasos para conocer el sistema E21 de dobladora de chapa CNC
- ¿Qué es la coronación de la prensa plegadora?
- Cómo elegir el tonelaje de la máquina plegadora hidráulica
- ¿De qué están hechos los troqueles de plegadora? ¿Qué es el herramental de plegadora?
- Cómo hacer una compensación de deflexión para una dobladora de láminas de metal CNC
- Utilice las habilidades de la máquina dobladora CNC
- ¿Cuántos tipos de plegadoras hidráulicas?
- Cómo elegir la máquina plegadora hidráulica CNC adecuada