Presente brevemente el proceso de producción del fregadero de acero inoxidable. La producción de fregaderos de acero inoxidable generalmente incluye la selección de materias primas, procesos de producción, tratamiento de superficies, etc. Generalmente, se requieren estos tres pasos, de los cuales la selección de materias primas y los procesos de producción y tratamiento son los más importantes.
Selección de materias primas
En la actualidad, los materiales de acero inoxidable comúnmente utilizados por los fabricantes domésticos de fregaderos de acero inoxidable son placas de acero inoxidable de 0,8-1,0 mm de espesor, que son las más adecuadas para la producción de fregaderos. Si la placa es demasiado delgada, afectará la vida útil y la resistencia del fregadero. Si el plato es demasiado grueso, es fácil dañar la vajilla lavada.

Proceso de producción
Hay dos procesos principales de tratamiento para lavabos de fregadero de acero inoxidable: soldadura y conformado de una sola vez.
1. Método de soldadura
El método de soldadura es perforar la superficie de la ranura y el cuerpo de la ranura por separado, y luego conectar los dos mediante soldadura, y rellenar y pulir la superficie de la soldadura. Generalmente, no hay huellas de soldadura en la apariencia frontal. Este método de producción y procesamiento es simple y se puede lograr con pequeños equipos de punzonado y moldes simples. Generalmente, se utilizan placas de acero inoxidable de 0,5-0,7 mm. Este método de procesamiento tiene menos pérdidas durante el proceso de producción y el costo es relativamente bajo. Por lo tanto, el precio del fregadero de acero inoxidable producido por este método es relativamente bajo. Ahora, siempre que sea un producto de un fabricante regular, el proceso de soldadura se suelda mediante soldadura por resistencia de onda de control numérico y se pasa la calidad. Hay dos maneras:
1) La primera es la soldadura envolvente de la cubeta y el panel, también llamada soldadura por costura (soldadura de fondo).
Su ventaja es su hermosa apariencia. Después de un tratamiento riguroso, no es fácil encontrar soldaduras y la superficie del fregadero es plana y lisa. La desventaja es que algunos consumidores dudan de su robustez. De hecho, la tecnología de soldadura actual incluye principalmente soldadura por arco y la soldadura por resistencia de control numérico más avanzada, y la calidad ha pasado. La desventaja de este método de soldadura es que consume demasiado material y tiene que perforar dos placas de acero.
2) La otra es la soldadura a tope de dos cubetas individuales en una, también llamada soldadura a tope.
La ventaja es que el lavabo y el panel están estirados y formados integralmente, lo cual es fuerte y duradero. La desventaja es que las huellas de soldadura son fáciles de ver y la planitud es un poco peor. De hecho, algunos de los llamados fregaderos de doble tanque de un solo paso no están estampados en una sola pieza de material, sino que están soldados a medida por dos lavabos individuales. Cuando lo compre, puede prestar atención a la junta de soldadura que se encuentra en el medio de los dos fregaderos, que se puede ver desde el reverso. Una placa se perfora en dos fregaderos. No existe tal tecnología en el mundo. Lo más difícil de hacer para la olla soldada a tope es asegurar la superficie plana de la olla. Si se puede garantizar, entonces es realmente la mejor manera. Debido a que utiliza el mismo material que el estiramiento general, también puede resolver el problema de estiramiento del estiramiento conjunto.
La calidad de la soldadura del fregadero es el factor más crítico que afecta la vida útil del fregadero. Una buena soldadura puede prevenir la oxidación y el desoldado. La soldadura debe ser uniforme, suave, apretada, libre de soldaduras falsas, manchas de óxido y rebabas. Todos los lavabos dobles cuya profundidad supere los 18 cm están soldados. Debido a que el tanque de doble lavabo se estira más de 18 cm al mismo tiempo (la profundidad del tanque, no la altura total del tanque y el costado del tanque), es la profundidad límite de la tecnología de procesamiento.
2. Método de estiramiento integral de formación de una sola vez (utilizado principalmente para ranura única)
Este método de procesamiento de fregaderos de acero inoxidable está hecho de una hoja entera de material, lo que requiere un equipo de procesamiento y moldes relativamente altos. Debido a que el conformado de una sola vez requiere alta calidad y ductilidad de la lámina, generalmente se perfora con una lámina de acero inoxidable de 0,8-1 mm de espesor. Utiliza moldes integrales y equipos de punzonadoras importados. Debido a la gran pérdida por corte del borde de la hoja en la producción del método de moldeo de una sola acción y la alta inversión en moldes y equipo, el costo es alto. Por lo tanto, el fregadero de acero inoxidable producido por este método es más caro.
El proceso de fabricación de moldeado de una sola vez es muy popular y su proceso de fabricación es difícil. Este tipo de tecnología de producción es muy exigente, y el proceso de formación de una pieza es un proceso particularmente importante, que requiere material de placa de acero alto. Resolvió el problema de fugas causado por la soldadura del cuerpo del lavabo que la soldadura no puede soportar la corrosión de varios líquidos químicos (como detergente, limpiador de acero inoxidable, etc.). Pero hay muchas deficiencias al tirar un plato en un fregadero, como:
1) El grosor total del fregadero formado es desigual, relativamente delgado, en su mayoría alrededor de 0,7 mm. Esta tecnología no se ha superado en la actualidad, el fondo del fregadero es demasiado delgado y el mejor grosor del lavabo debe ser de 0,8 a 1,0 mm.
2) El fregadero no puede ser demasiado profundo. Debido a que es demasiado profundo, la pared del fregadero será demasiado delgada y rota, y el agua demasiado poco profunda se salpicará fácilmente, lo que es problemático de usar.
3) Los tanques de agua de estiramiento generalmente requieren recocido a alta temperatura, generalmente a una temperatura superior a 1200 grados. Después de tal tratamiento, la rigidez del tanque de agua se debilita naturalmente y la dureza del tanque de agua se ve definitivamente comprometida.
4) En términos de tratamiento de bordes, el lavabo estirado en general es generalmente un rebordeado de una sola capa. Por un lado, es muy posible cortar las manos del instalador. Lo más importante es que no hay una "nervadura de refuerzo" y el peso no es lo suficientemente bueno. Al mismo tiempo, es difícil lograr el efecto de sellar el agua.
5) El panel elástico general es difícil de ser plano.
6) El costo es demasiado alto. Debido a los requisitos extremadamente altos de materiales y procesos, el costo de un solo tanque prácticamente aumenta.
La ventaja del fregadero de formación única es que el material es mejor que el del lavabo soldado, el proceso es complicado y el procesamiento es difícil. El proceso de soldadura del fregadero es simple y la placa no se forma bien al mismo tiempo, pero el precio relativo es un poco más barato y el grosor de la placa inferior también es más grueso que el de la formación única. En pocas palabras, no hay diferencia de uso entre un fregadero soldado y un fregadero de una pieza. Sin embargo, debido a razones de proceso, el fregadero de acero inoxidable integrado no puede hacerse demasiado profundo y existe el problema de las salpicaduras de agua. La ventaja más destacada del fregadero integrado es que no tendrá problemas de fugas debido a que el espacio de soldadura del lavabo no se corroe con una variedad de líquidos químicos (como detergentes, limpiadores de acero inoxidable, etc.). Pero esta ventaja ya no tiene ninguna ventaja debido al largo período de garantía.
Tratamiento de superficies
Actualmente existen cuatro tipos de procesos de tratamiento de superficie para fregaderos de acero inoxidable: uno es esmerilado (cepillado), el otro es arenado (superficie de plata perlada mate), el tercero es pulido (espejo) y el cuarto es estampado.
1. Glaseado (trefilado)
En la actualidad, el proceso de tratamiento de superficies más utilizado en la industria de procesamiento de fregaderos de acero inoxidable es el glaseado (trefilado). Algunos fabricantes hacen que el proceso de glaseado sea bastante simple y el costo también es bajo. Solo use la muela abrasiva para pulir. Dichos clientes no tienen requisitos muy altos en la superficie del material. Un pequeño defecto superficial se elimina después de pulirlo varias veces.
En la actualidad, algunas unidades de distribución de acero inoxidable en Wuxi y Zhejiang han introducido equipos de molienda de aceite de rollo completo, lo que eleva el umbral para las empresas de procesamiento de fregaderos de acero inoxidable. Es necesario prestar más atención a la calidad de la superficie del producto. Por supuesto, la molienda de aceite de todo el rollo también es una prueba de la calidad de la superficie del material, incluido el estilo de procesamiento de la superficie requerido por el cliente, la dirección de la textura, etc. Los defectos que son fáciles de aparecer en este procesamiento proceso son la banda de diferencia de color, el patrón de vibración y la muesca y la profundidad del patrón causado por el apagado o el cambio de la correa durante el procesamiento.
2. Chorro de arena (superficie de plata perla mate)
El efecto del fregadero de acero inoxidable después del arenado es mate perlado. Su ventaja es que no se pega al aceite, y es muy bonito. Este proceso de tratamiento de superficies es muy popular y está de moda en Europa. En el tratamiento de la superficie de algunos electrodomésticos, casi todos los fabricantes de exportación adoptan este estilo de procesamiento. El arenado utiliza principalmente perlas de vidrio de granallado y luego un tratamiento químico de la superficie.
3. Pulido (espejo)
El pulido (espejo) es un estilo de tratamiento de superficies ampliamente utilizado en los primeros días. Sin embargo, ya sea que se basara en el pulido manual al principio o en el pulido mecánico más tarde, era la búsqueda de una superficie lisa y reflectante. Cuanto más plana es la superficie, mayor es el grado de reflexión. El pulido tiene altos requisitos en el material en sí, y la calidad de la superficie es difícil de controlar durante el procesamiento, y también es la más fácil de rayar. Y después de mucho tiempo, el efecto espejo se ha ido.
4. Repujado
El estilo en relieve está hecho de material en relieve. No hay existencias de este material en las acerías nacionales, y la tecnología de producción de este material no está disponible para las plantas de acero, por lo que su costo es relativamente alto. El material en relieve es muy resistente al desgaste. Personalmente, creo que si la popularidad de este material puede ser tan popular como la de otros materiales con tratamiento superficial, también será reconocido por el mercado.

El proceso de formación específico del fregadero de acero inoxidable.
1. Formado por estirado
1) Máquina: generalmente use una prensa hidráulica de mayor tonelaje (200T) o más para estirar la placa.
2) Molde: el ángulo no debe ser demasiado recto, generalmente directamente por encima de φ10, la estructura debe ser razonable.
3) Material: Generalmente, se requiere que el grosor de la placa esté entre 0,8 y 1,0 mm. Si excede este rango, incluso una prensa hidráulica de 500T será débil.
4) Tratamiento térmico: el tanque de agua estirado en general generalmente necesita un tratamiento de recocido a alta temperatura, generalmente a una temperatura superior a 1200 grados, para eliminar la tensión interna después del estiramiento.
5) Tratamiento superficial: trefilado, pulido, pulido (generalmente liso).
6) Proceso: después de agregar el aceite de estirado a la matriz, la placa se puede estirar suavemente, el tratamiento de recocido después de la formación y el tratamiento de la superficie.
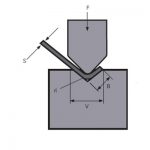
2. Moldeo a mano
1) Máquina: generalmente utiliza una máquina dobladora de frenos de prensa, una prensa hidráulica para formar y una máquina de soldadura por arco de argón para soldar.
2) Accesorios: accesorios de doblado, moldes de prensa hidráulica.
3) Material: debido a que el proceso adopta la flexión, el grosor de la placa no está limitado y generalmente se adopta un grosor razonable de acuerdo con la economía.
4) Soldadura: De acuerdo con el grosor del material, se pueden seleccionar diferentes corrientes de soldadura, por ejemplo, la corriente de soldadura inferior a 220 A se utiliza para 1,2 mm.
5) Tratamiento superficial: trefilado, pulido, pulido (generalmente liso).
6) Proceso: Generalmente, la hoja se dobla y se forma primero, luego las costuras laterales se sueldan como una caja de origami y finalmente se realiza el tratamiento de la superficie.
Productos relacionados
 ¡Únase a nosotros para hacer GRANDES NEGOCIOS!
¡Únase a nosotros para hacer GRANDES NEGOCIOS!- Cómo operar la máquina cortadora de guillotina
- Solución eficiente de WILA para doblar placas medianas y gruesas
- Cómo elegir el troquel adecuado de la máquina dobladora de frenos de prensa
- ¿De qué están hechos los troqueles de plegadora? ¿Qué es el herramental de plegadora?
- Secuencia de doblado convencional y especificación de uso diario del molde de la máquina dobladora
- Feria de Cantón
- La cizalla guillotina hidráulica QC11Y de 12x6000 mm fue entregada a Argentina
- Los 10 principales fabricantes de máquinas cortadoras de guillotina
- 1000W 1500W 2000W Máquina de soldadura láser de fibra de soldadura láser de mano manual para chapa de acero inoxidable