Ventaja de la máquina plegadora hidráulica CNC

1. Operación fácil
La plegadora CNC es muy fácil de operar y es una máquina que requiere menos mano de obra. Por lo tanto, el operador puede manejar muchas máquinas a la vez. Estas máquinas pueden operarse simplemente mediante el tacto, la sensación y el sonido del operador. Además de esto, son muy fáciles de usar y tienen un sistema de control muy potente.
2. Programación Flexible
La programación flexible de la plegadora CNC permite al operador controlar la máquina en inglés sencillo o en cualquier otro idioma adecuado.

Los distintos tipos de operaciones que se pueden realizar también están disponibles como opciones en el menú. Una vez elegida la operación requerida, aparece en pantalla otra lista de preguntas sobre tiempos de ciclo, materiales, presiones y otros elementos relacionados con el proceso productivo. Y después de que el operador ingresa las respuestas en la máquina, los valores se muestran en la pantalla para su confirmación antes de iniciar la tarea relacionada.
3. Diseño moderno
La plegadora CNC incorpora un diseño moderno que permite al operador organizar fácilmente la secuencia de plegados. También ayuda al operador a fabricar rápidamente el producto requerido. Además, el operador ya no tiene que estimar la cantidad de presión requerida para crear un grado de curvatura específico. Incluso los demás factores, como la longitud de la brida, el tipo de material, la cantidad de espesor y el grado de curvatura, se pueden ingresar directamente en la unidad de control CNC. La pieza a fabricar también se puede ver en versión terminada en 2D o 3D. Además de esto, después de programar la primera pieza en la máquina o a través de una PC fuera de línea, un operador menos calificado también puede producir fácilmente las piezas siguientes.

4. Hay dos escalas lineales instaladas en placas "C" en ambos lados.
Lo arreglamos en la mesa de trabajo para eliminar el efecto de iones de desviación durante el trabajo. La escala lineal inspeccionará las dos posiciones finales del ariete (Y1, Y2) y enviará la señal. Después de amplificada por el amplificador CNC, la señal se retroalimentará a la computadora. Entonces la computadora controlará el volumen de aceite que va a entrar en los cilindros. Por lo tanto, el paralelismo del ariete y la mesa de trabajo podría controlarse por debajo de ±0,01 mm.
5. Versatilidad: Doble cualquier grosor y tipo de material (dentro de los límites físicos de los frenos), incluidas piezas complejas como chasis/soportes electrónicos.
6. El sistema DELEM tiene funciones automáticas de prueba y autodiagnóstico. Además, la programación incluye tamaños de placa a doblar, dimensiones de la pieza de trabajo y elección de herramientas. Luego, el sistema CNC podría calcular la fuerza de flexión y la posición del tope trasero y el ariete automáticamente. También se podría calcular el relé de tiempo de penetración y presión del carnero. La válvula proporcional electrohidráulica de excelente calidad puede garantizar la sincronización de ambos cilindros y una buena capacidad para manejar la carga excéntrica.

7. El tope trasero adopta un husillo de bola rodante y una guía de rodadura, por lo que la precisión de posicionamiento repetido del eje X podría alcanzar ±0,1 mm. La máquina completa tiene una protección de seguridad y un enclavamiento para proteger al operador de lesiones.
8. Las piezas deslizantes principales, como los cilindros, el vástago del pistón y la guía, tienen un tratamiento resistente al desgaste.
9. El sistema CNC controlará la carrera del ariete de la máquina plegadora hidráulica CNC y el tope trasero, todo con buena precisión.
Desventaja de la máquina plegadora hidráulica CNC
1. Manejo de materiales: Dificultad en el manejo de materiales en láminas grandes
2. Herramientas: se requieren herramientas inferiores y superiores
3. La longitud de la brida debe extenderse a través del troquel durante toda la operación de doblado, lo que limita el tamaño de la brida
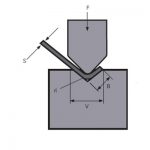
4. Recuperación elástica: al final del doblado, se produce una recuperación elástica debido a la recuperación de la deformación elástica, como se muestra en la Figura 1. El fenómeno de rebote afecta directamente la precisión dimensional de la pieza de trabajo y debe controlarse. Las medidas de proceso tomadas en este sentido son: ① Método de compensación de ángulo. Si el ángulo de doblado de la pieza de trabajo es de 90 °, la máquina dobladora debajo del ángulo de apertura de la ranura (en forma de V) se puede seleccionar de 78 °.

Figura 1
El tiempo de presurización se incrementa por el método de corrección. Realice la corrección de presión al final del doblado para extender el tiempo de contacto del troquel superior, la pieza de trabajo y la ranura inferior de la máquina dobladora para aumentar el grado de deformación plástica en el filete de la ranura inferior, de modo que la tendencia de rebote de las fibras en la zona de tensión y compresión se oponen entre sí, reduciendo así la bomba de retorno.
Productos relacionados
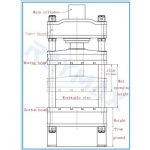
 El principio de funcionamiento y la composición de la máquina plegadora plegadora CNC
El principio de funcionamiento y la composición de la máquina plegadora plegadora CNC- Solución eficiente de WILA para doblar placas medianas y gruesas
- Cómo elegir el tonelaje de la máquina plegadora hidráulica
- Los 10 principales fabricantes de prensas eléctricas de China
- Cómo elegir la máquina plegadora hidráulica CNC adecuada
- 4 pasos para conocer el sistema E21 de dobladora de chapa CNC
- ¿Qué es la coronación de la prensa plegadora?
- Cómo operar la máquina cortadora de guillotina
- Mantenimiento de la máquina de prensa de energía hidráulica
- Reglas de operación segura de la máquina de prensa de energía hidráulica